


【48812】新式镶块式绷簧夹具夹头的立异规划
日期:2024-07-30 19:13:58 | 作者: 行业动态
加工轴承套圈的绷簧夹头一般为全体式结构, 可是在长时间的运用的过程中, 当夹头磨损超越必定极限就会呈现夹不牢工件现象, 直接影响加工精度和出产功率, 乃至绷簧夹头作废。要想进步夹头的耐磨性, 就有必要进步夹头的硬度, 而硬度过高夹头弹性削弱, 簧瓣易断, 为此针对此问题规划了镶块式绷簧夹头。
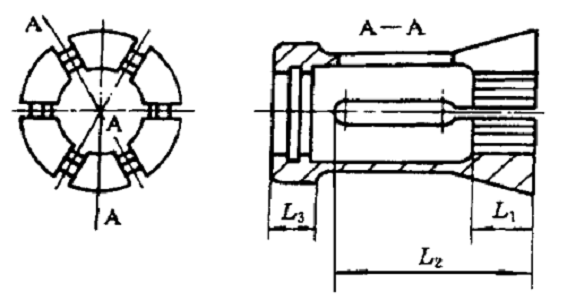
全体式绷簧夹头由头部-卡爪L1、簧瓣包含头部在内的弹性部分L2、导向部分L3组成。绷簧夹头夹紧工件用头部L1, 夹头弹性变形用簧瓣L2, 夹头导向用L3。
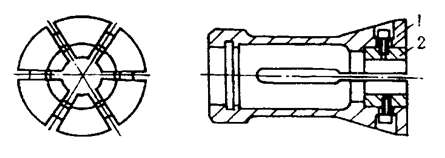
镶块式绷簧夹头的结构如下图所视, 它是由两部分所组成的, 一部分是夹头体, 另一部分是卡块, 二者经过螺钉相联接。夹头体有六个簧瓣, 作业时靠簧瓣的弹性变形来完结夹紧和松开动作, 夹头体资料选用65Mn, 淬火硬度40~45HRC, 以确保夹头的弹性; 而卡块安装在夹头的爪部, 非直接触摸工件, 卡块是易磨损件, 卡块资料可采用GCr15, 淬火硬度60~62HRC, 以添加耐磨性。镶块式绷簧夹头在运用中曾呈现过以下几个问题:
(1) 因为夹头制作差错有可能会呈现偏疼, 车加工后的套圈会呈现壁厚差现象。
(2) 卡块恣意装入夹头后, 测出卡块圆度欠好, 用这样的卡块夹紧套圈, 被加工后的套圈也会呈现壁厚差超差现象。制作时有必要想办法加以克服。
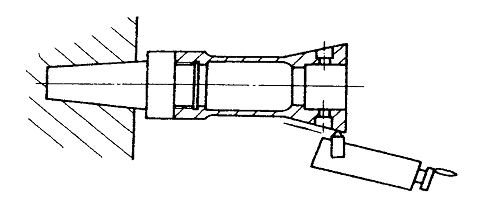
夹头体在精车完各个面, 并钻完等分孔后, 再车圆锥面, 车圆锥面时以螺纹面为定位基准, 规划一种螺纹胎, 它可以确保车圆锥面时车加工精度。加工原理如下图所视, 首先把夹头拧到螺纹胎上,然后把螺纹胎装到机床主轴上, 最后用托板上的小刀架进行切削。
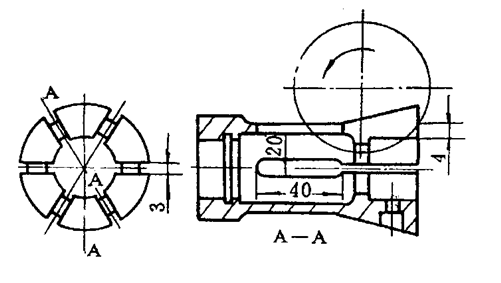
在铣削加工夹头上的分槽时,先用立铣刀铣20 mm×40 mm六等分槽, 然后再用片铣刀铣分瓣用的宽3 mm六等分窄槽,可是此槽不能铣通, 端面留有3~4 mm连筋, 使夹头体仍是全体, 确保夹头热处理后不变形及磨加工夹头各个定位面的加工精度, 其加工原理如下图:
在以上加工之后要对夹具进行热处理,但处理的部位要合理,夹头头部、尾部需淬火, 其硬度大约为40~ 45HRC, 夹头中心部分不淬火, 以确保夹头弹性。
【和利时】智参评维科杯OFweek 2024我国工业自动化与数字化职业优异产品奖
【微亿智造】参评维科杯OFweek 2024我国人机一体化智能体系数字化转型杰出服务商奖
【浪潮云洲】参评维科杯OFweek 2024我国智造数字化转型前锋人物奖
【浪潮云洲】参评维科杯OFweek 2024我国工业互联网年度优异解决方案奖
【浪潮云洲】参评维科杯OFweek 2024我国工业自动化与数字化职业优异出产性互联网企业奖
【TCL实业副总裁、格创东智CEO何军】参评“维科杯·OFweek 2024我国智造数字化转型前锋人物奖
下一篇:时尚达人无限钻石版


 首页
首页
 产品
产品
 案例
案例
 联系
联系